Document Type : Original Article
Authors
1 Department of Chemistry, Vinayaka Mission’s Kirupananda Variyar Arts and Science College, Vinayaka Mission’s Research Foundation Deemed to be University, Salem 636 308, Tamil Nadu, India
2 Materials Research Laboratory, Department of Chemistry, National Institute of Technology Calicut, Kozhikode-673601, Kerala, India
Abstract
The ecological and environmental alertness has driven efforts for the development of novel materials like bio-composites for various end-use applications. In the present study, the hybrid bio composite, woven palm-cotton fiber (WPCF) reinforced in expanded poly styrene (EPS) foam matrix has been prepared and the potential of polystyrene foam waste as a matrix in biodegradable composite material was investigated. The WPCF/EPS bio composite has been prepared by a simple dip-up method. Mechanical, thermal, hydrophilic and morphological properties of the prepared bio composites have been analyzed by varying the weight percentage of Poly styrene composition. The results showed that WPCF/EPS hybrid bio composites are thermally stable up to 300 °C. The sample containing 40% EPS have shown maximum thermal stability. All samples exhibited good mechanical properties such as tensile properties, elongation at break and modulus of elasticity. SEM analysis showed better dispersion between the fiber and the matrix in optimum weight percentage of EPS containing sample (20%) and it revealed that micro structure and morphology of the sample was not improved by an increase in weight % of EPS. The properties exhibited by WPCF/EPS bio-composites showed similar mechanical properties on par with other natural fiber reinforced hybrid composite.
Graphical Abstract
)
Keywords
Main Subjects
Introduction
Environmental awareness to minimize pollution and sustainability issues due to exhaustion of fossil fuels have made remarkable progress in the development of green products like biocomposites [1, 2]. Composites are materials made from two or more constituent materials with remarkably different chemical and physical properties. These are generally made by reinforcing fibers in matrix resins. The matrix materials that are usually used are metals, plastics or ceramics and the reinforcement consists of fibers, particulates and whiskers.
Natural fiber reinforced biocomposite materials are capturing research interest owing to their fascinating properties like low cost, light weight, renewable nature, high specific strength and biodegradability. However, the application of these materials is limited due to poor water resistance, low thermal stability and lower durability [3-5]. Most of the drawbacks of natural fibers can be overcome by the effective hybridization of natural fiber with synthetic fiber or natural fiber. The properties of the hybrid composite are always reported to be better than individual fiber reinforced composite since the limitation of one fiber can be covered by another one [6-8]. Hybrid biocomposites revealed that they possess long fatigue life, better mechanical properties, thermal stability and water resistivity compared with single fiber reinforced composites [9-13].
Zainudin et al. [14] studied hybrid coir/oil palm fibers reinforced polypropylene biocomposite and analyzed the effect of using oil palm fiber along with coir fiber on its mechanical properties. It was found that tensile and flexural properties of oil palm/polypropylene composites were enhanced with hybridization of coir fibers. Srinivasan et al. [15] evaluated the mechanical and thermal properties of banana/flax-based natural fiber epoxy composites. It has been confirmed that the mechanical properties of banana/flax hybrid composite are better than those of individual component fiber reinforced composite. Boopalan et al. [16] reported improvement in mechanical and thermal properties in hybridizing jute and banana fibers in epoxy matrix biocomposite.
The addition of banana fiber in the composites resulted in increase of tensile strength, flexural strength and impact strength, also reported to reduce moisture absorption. Alavudeen et al. [17] studied the mechanical properties of woven banana fiber, KF and banana/KF polyester hybrid composites and found that the mechanical properties of the woven banana/KF hybrid composite were very much higher than those of the individual fibers. Raghu et al. [18] studied the chemical resistance of silk/sisal fiber-reinforced UPE-based hybrid composites, and found that the composites were strongly resistant to almost all chemicals.
Ridwanyahaya et al. [19] reported that the incorporation of kenaf fiber with more than two fibers in hybrid composites enhances the mechanical and thermal properties of composite and it increases its commercial application in many fields. Khoshnava et al. [20] reported improvement in mechanical properties in the case of woven hybrid biocomposite of kenaf bast fiber/oil palm empty fruit bunches reinforced in poly hydroxy butyrate matrix. Karthik Aruchamy et al. [21] analyzed the mechanical properties of woven cotton/bamboo reinforced epoxy resin composite and reported that 45 wt.% cotton/bamboo fiber epoxy composite exhibited superior properties. He also attributed woven structure to better mechanical properties.
Woven fabrics were found to be more attractive reinforcement as they provide excellent integrity and conformability for structural applications. Several studies have reported the improved mechanical and structural properties of woven hybrid biocomposites [22,23]. Numerous studies revealed the application of hybrid composites in many fields [24-26].
Cotton fibers and Corypha umbraculifera (talipot palm) fibers can be promising novel combination materials because of the high tensile strength of cotton fibers and the toughness of palm fibers. They are abundantly available natural fibers in India. Any composite based on these two natural fibers are expected to exhibit the desirable properties of the individual constituents. It can be seen from the literature that no attempt has been made so far on the hybridization of these fibers.
Expanded Polystyrene (EPS) foam is extensively used as a thermal insulation material in packaging of electrical appliances and storage of materials. There is huge demand for EPS foam owing to its remarkable properties such as thermal stability, light weight and low cost. Recycling rates of such used EPS foam are very low due to its size to weight ratio and large transportation cost [27-29]. The extensive use and less recycling rate of these materials resulted in dumping of tons of EPS foam waste in landfills, which is a major environmental problem. Controlling the large production and use of EPS foam is not a practical solution to this problem. Hence, it is thought to consider reusing EPS foam as polymer matrix for the preparation of biocomposite.
Considering the present need to minimize environmental issues along with rising importance of novel hybrid biocomposite, the present study focused on the preparation of WPCF hybrid biocomposite with different weight % of EPS and analyzed the properties of the material by varying the percentage of EPS. This work aimed to pave the way for future research and new application fields for this material.
Material and Methods
Palm-cotton fibre (cotton in the wrap and the palm in the weft), the pain woven material was purchased from traditional weavers in Caliut, Kerala, India. Expanded polystyrene beads used for protective packaging was collected and reused. Tetra hydro furan (THF) was bought from Fisher Scientific Company, Bengaluru, India.
Expanded polystyrene (EPS) was first cut into small pieces. It was processed by dissolution in acetone, then filtered to remove impurities if any, and allowed to dry in an oven maintained at 80oC for 60 minutes. The Poly Styrene (PS) got solidified.
The processed PS was dissolved in THF solvent by mechanically stirring with a speed of 435 rpm for 30 minutes. The WPCF material was cut into 10 cm x 10 cm size and kept in the oven maintained at 100 °C for removing moisture. The material is then placed in the glass mould and the prepared PS was poured into the WPCF material. The material was well dipped to ensure proper dispersion of PS matrix to the woven fibres and to eliminate entrapped voids.
The composite material was taken out and allowed to dry in air under normal temperature. Four different samples were prepared by the same method by varying the composition of the PS in THF (10%, 20%, 30% & 40%) and following characteristics were analysed.
Mechanical properties
The prepared samples were cut into rectangular dimensions (5 cm x 1 cm) in accordance with ASTM-882. A Shimadzu, Autograph AG-1, 50KN. Universal Testing Machine (In-stron Corp., Canton, MA, USA) was used to determine the tensile strength (TS), elongation at break (EB), and elastic modulus (EM). Samples were stretched under a cross-head speed of 5 mm/min. The mechanical properties were analyzed by varying the composition of PS and the properties reported are average of 5 samples tested.
Thermo gravimetric Analysis
The thermal stability and degradation properties of the samples with rise of temperature were monitored by using a thermo gravimetric analyzer TGA-Q500 (Schimadzu Autograph, AG-Xplus series) under the following conditions: Weight 10.00 ± 0.50 mg; synthetic air flow 60 mL/min; heating rate 10 °C/min; and temperature range 25-750 °C.
Contact Angle Measurement
The hydrophilicity was studied by Data Physics Optical Contact Angle (OCA 20) by adopting the sessile drop technique. Measurements were done with deionized ultra-filtered water on samples of size 1x1x0.2 cm3 at room temperature using a micro syringe. The volume of the sessile drop was kept as 5 µL. The contact angle was measured within 45–60 S following the addition of the liquid drop with an accuracy of ±1. Measurements were repeated 8-10 times with different test pieces of the same sample to check the accuracy. Contact angles were also measured with varying percentage of PS for a single drop and the measurements were recorded as snapshots.
SEM Analysis
The morphology of the samples was investigated by scanning electron microscope (SEM, Hitachi 6600). All the specimens were gold sputter coated to prevent charging of the specimens during imaging, prior to observe the morphology. The following specifications were used: Resolution <2.0 nm at 30 kV high vacuum mode, electron gun accelerating voltage 200 V to 30 kV.
Results and Discussion
Mechanical properties
Mechanical properties of natural fiber reinforced polymer composite depend upon reinforcement, matrix and adhesion between the fiber and matrix [30-32]. The mechanical properties of WPCF/EPS biocomposite samples such as tensile strength, elongation at break and modulus of elasticity average values of five tests done for each sample are given in Table 1.
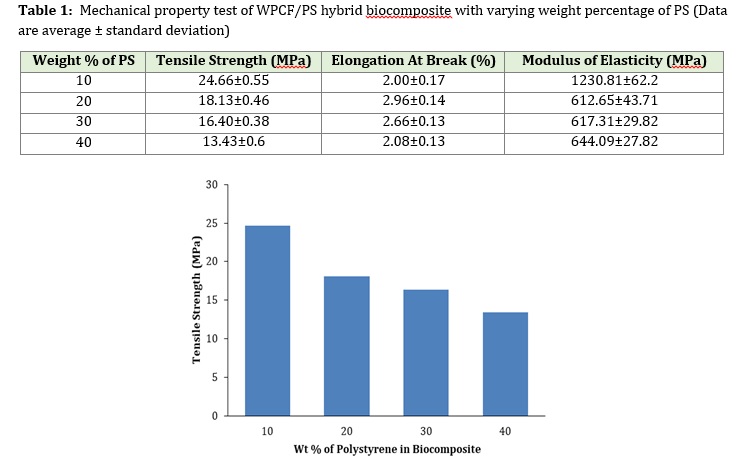
It is clear from Figure 1 that all samples have moderately good tensile strength and samples made with 10% EPS exhibited maximum Tensile Strength 24.66 MPa. Increase in % composition of EPS in the composite results in a decrease of tensile strength and modulus of elasticity of the composite due to aggregation of the polymer. Many studies about the polymer biocomposite reported increase in % fiber ratio for good mechanical properties [33] and this study also showed the same trend as the fiber ratio was comparatively more in 10% and 20% EPS containing sample than others.
Figure 2 shows the elongation at break of WPCF/EPS biocomposite. The elongation at break tends to increase for 20% EPS content sample and it decreases for 30 and 40% of EPS biocomposite. The increased value of elongation at break for 20% EPS containing sample is due to its optimum polymer content, which provides proper adhesion of fiber in EPS matrix and thereby increasing the ductility. The maximum value shown is 2.96%.
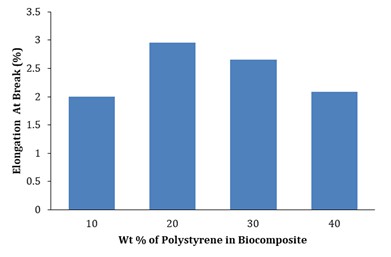
Figure 2: The Elongation at Break (%) of WPCF/PS hybrid biocomposite with varying weight percentage of EPS
The modulus of elasticity of WPCF/EPS biocomposite was analyzed (Figure 3) and it was found that sample containing 10% of EPS showed higher value. These differences in mechanical properties were due to variations in the properties and distribution of EPS in the composite. Figure 4 illustrates stress/strain graph of the biocomposite. The better mechanical properties imparted by WPCF/PS biocomposite could be on account of alignment and ability of woven material to transfer stress and withstand the crack [34,35]. Cotton fibers in wrap direction on hybridization with comparatively tough palm fibers in weft direction complimented to its good mechanical properties. The mechanical properties of the composite largely depend on the structure and here denser and tightly packed woven structure contributed well to its mechanical properties, which is on par with mechanical properties exhibited by other natural fiber reinforced biocomposite.
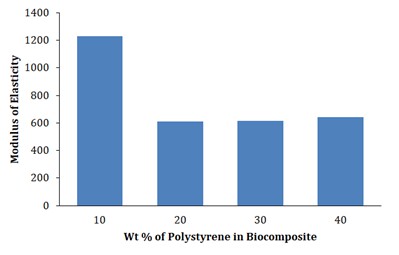
Figure 3: The tensile strength of WPCF/PS hybrid biocomposite with varying weight percentage of EPS

Figure 4: Stress strain curve of WPCF/PS hybrid biocomposite with different Wt.% of PS
Thermo Gravimetric Analysis
Thermo gravimetric analysis was carried out to evaluate thermal stability of the sample. The composites are exposed to high temperature during the manufacturing process in many application fields, and their thermal stability is very important for suggesting them in various application fields.
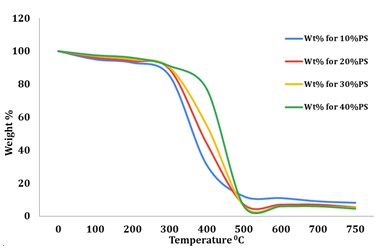
Figure 5: TGA curves of WPCF/EPS biocomposites with different weight % of PS
Figure 5 illustrates the TGA curves of WPCF/PS biocomposites at varying concentrations of the EPS by 10%, 20%, 30% and 40% respectively. There is an initial weight loss from 5-10%, which starts around 100oC. This is similar to other plant fiber composites reported in previous studies [36-38] and is due to escape of absorbed moisture.
Thermal stability can be expressed in terms of initial decomposition temperature and final decomposition temperature. The degradation of cellulosic substances present in reinforcement fibers such as hemicellulose and cellulose occurs at around 290–380 °C. This corresponds to the thermal depolymerisation of hemicellulose, lignin and the glycosidic linkages of cellulose. The weight loss % is more for the 10% PS containing sample and about 55% of weight loss has occurred.
The sample containing 20% and 30% PS show 40% and 30% weight loss, respectively. While samples with 40% PS show only 20% weight loss during this range of temperature, the final degradation is around 400–445 °C. All samples degrade completely at these ranges of temperature. Complete volatilization of the material occurs in the temperature range 500 – 550 °C. All samples show thermal stability up to 300 °C and the maximum thermal stability is shown by samples made with 40% EPS.
Contact Angle
The contact angle measurements are given in Table 2. The wetting behavior of the polymer surface with respect to water was analyzed and the snap shots are given in Figure 6.
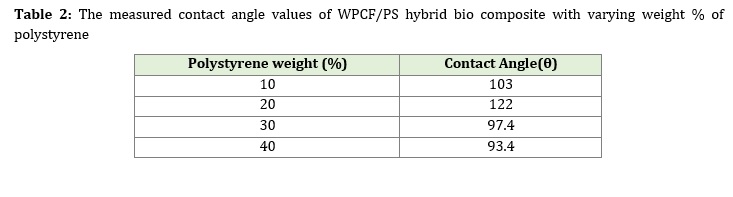
The results indicated that all samples have contact angle >90 o and are hydrophobic. The non-polar EPS matrix imparts better coating and covers the hydrophilic groups of the palm and cotton fiber present in the reinforced woven material of the biocomposite. 10% EPS containing sample exhibited contact angle of 103 o while that of 20% EPS sample showed 122 o. The increment in value occurred due to optimum non polar EPS content which provided better surface morphology by forming a thin layer. Contact angle value further decreases with increase in wt. % of EPS (30 & 40 wt. %) due to the excess concentration of matrix which formed thick layer and smoothened surface. As a result, contact angle value decreased with increase in EPS content. Least contact angle value was exhibited by sample containing 40% EPS (93.40) and highest value was shown by biocomposite sample with 20% EPS. The results confirmed that WPCF/PS biocomposite samples had better contact angle values and were less hydrophilic. This is expected to widen the research scope and future application prospective of the material since biocomposites are sidelined from major application fields due to their hydrophilic nature.
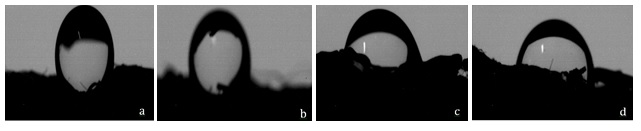
Figure 6: Water Contact angle images of WPCF/EPS biocomposites with different weight % of PS (a)10% (b)20% (c)30% (d)40%
SEM Analysis
The morphology of the biocomposite is one of the key factors that influence the physical and mechanical properties of composites material. From the SEM images, it was clear that the woven palm - cotton is well dispersed and covered by the matrix. The surface probe was done using scanning electron microscopy and SEM images of the bio composite with different concentrations of EPS is given in Figure 7. The micro-structure revealed the inner coalesce and adherence nature of the polystyrene with the natural fiber. It can be seen from the surface pattern that there is uniformity of fibers in the EPS matrix since the reinforcement is done with woven fibers. This uniformity enhances the composite properties. A crack seen in a 30% EPS sample may be due to poor compatibility between WPCF and PS aroused on account of increased amount of EPS. As concentration of EPS increases the homogeneity decreases due to aggregation of polymer, which can be seen in 40% PS containing samples.

Figure 7: SEM images of WPCF/PS biocomposite with varying Wt.% of PS (a)10% (b)20% (c)30% (d)40%
Conclusion
In this study, WPCF reinforced EPS biocomposites were prepared and their properties were analyzed by varying weight% of EPS in the biocomposite. All the samples showed good mechanical properties in terms of tensile strength, elongation at break and modulus of elasticity. Sample containing lower weight% EPS imparted better mechanical properties, which was supported by SEM analysis which revealed better dispersion between the fiber and polymer matrix in 10% and 20% weight content EPS sample. TGA tests revealed better thermal stability for all samples up to 300 °C and thermal stability was observed to increase with increase in EPS content. The results of contact angle measurement suggested the material to be hydrophobic since the values obtained for all samples were >90 o. This work could be promising for utilizing dumped EPS foam bead waste as a mean to minimize pollution along with the production of WPCF hybrid biocomposite. Further research and development could bring new potential application for this material in various fields.
Funding
This research did not receive any specific grant from funding agencies in the public, commercial, or not-for-profit sectors.
Authors' contributions
All authors contributed toward data analysis, drafting and revising the paper and agreed to be responsible for all the aspects of this work.
Conflict of Interest
We have no conflicts of interest to disclose.
HOW TO CITE THIS ARTICLE
Sujaya.G, A. Sujith, V. Anbazhagan*. Preparation and Characterization of Hybrid Biocomposite Based on Woven Palm-Cotton Fibers and Used Expanded Polystyrene Beads, Chem. Methodol., 2021, 5(2) 178-189
DOI: 10.22034/CHEMM.2021.138939
)